




Fine Polished Good Quality Lathe Carbide VCMT 160404 Carbide Turning Inserts
Product Descroption
| Product Name | Fine polished good quality lathe carbide vcmt160404 carbide turning inserts |
| Brand | GW / without name |
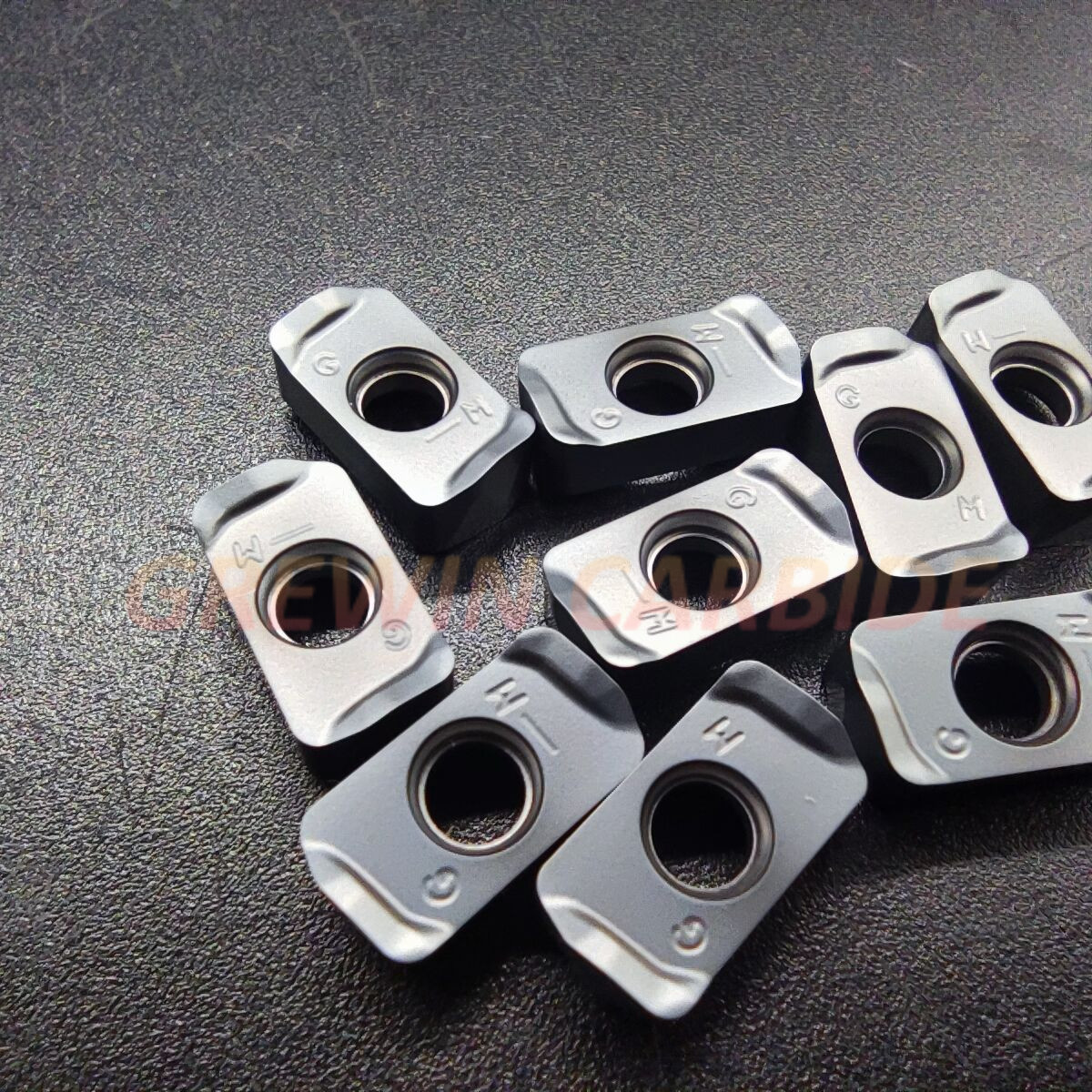
| Model | LOGU030310ER-GH |
| Coating | PVD/CVD |
| Material | 100% Virgin |
| Grade | MC115/MC118/MC118X/MC335/MC335X |
| Workpiece | Steel/Stainless steel/Alloy steel/Cast Iron |
| HRA | HRA 89-93 |
| MOQ | 1 |
| Dimensions | |||||
| L | D | S | d1 | R | |
| VCMT110304 | 11.2 | 6.35 | 3.18 | 2.8 | 0.4 |
| VCMT110308 | 11.2 | 6.35 | 3.18 | 2.8 | 0.8 |
| VCMT160404 | 16.6 | 9.525 | 4.76 | 4.4 | 0.4 |
| VCMT160408 | 16.6 | 9.525 | 4.76 | 4.4 | 0.8 |
Product Show
![]()
![]()
![]()
Product Related
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
1. WARMLYTIPS
01.Properly reducing the cutting speed and feed rate can prolong the trial life of the milling cutter.
02.When working, it is necessary to add cutting fluid to protect the cutting edge, which makes the cutting smoother.
03.When there is an oxide film or other hardened layer remaining on the surface of the work-piece, it can be removed by reversible milling.
2. INSTRUCTIONS FOR USE
What buyers need to know about end mill selection and operating instructions
01.Before using the tool, please measure the tool deflection. If the tool deflection accuracy exceeds 0.01mm, please correct it before cutting.
02.The shorter the length of the end mill sticking out of the chuck, the better.If the end mill sticks out for a long time, it is necessary to reduce the rotational speed, feed rate or cutting amount.
03.During cutting, if abnormal vibration or sound occurs, please reduce the cutting speed and the cutting feed rate until the situation improves.
04.The steel cooling is preferably spray and air jet, which can effectively improve the use effect of the milling cutter.












